



 产品分类
产品分类
长脉冲光纤激光器点焊与光前激光器双焦点的焊接技术
 339
339
 拍明
拍明
激光焊接是利用高能量密度的激光束作为热源的一种高效精密的焊接方法。激光焊接时,激光通过聚焦元件被聚焦于工件表面,而激光的聚焦特性直接影响到激光焊接的效果。随着大功率激光器技术的发展,激光深熔焊技术已经开始大量地应用于汽车、造船、核电站结构件、航空航天等领域。但是由于激光本身的聚焦特点,光斑较细,这对焊缝的工件间隙提出了很高的要求。实际工业生产中,焊缝由于加工、装配精度等原因,往往会有一定间隙。针对这一问题,双焦点、多焦点、摆动焊接等新型激光焊接工艺被开发出来,以提高激光焊接对装配精度的适应性及焊接过程的稳定性、改善焊缝质量,从而获得较好的激光焊接效果。

(a) (b)
图1 两种典型的双焦点产生方式
如图所示为两种典型的获得双焦点的方法。(a)所示为采用屋脊式镜片, (b)所示为采用光学衍射镜片,激光束被一分为二,聚焦后产生两个焦点。采用双焦点工艺焊接,在保留激光焊接大熔深优点的同时,焊缝相对较宽,对焊缝间隙有较好的适应性。
应用案例
电磁阀部件双焦点激光焊接

图2 电磁阀部件焊缝
该电磁阀部件应用于制冷行业,工作时需承受一定压力,对焊缝强度有较高要求。
一般情况下,光纤激光器的激光束呈高斯分布,由于瞬间高能量作用于材料表面,材料汽化产生匙孔,焊缝截面一般呈钉子形,焊缝有较大的深宽比,如下图所示。

图3 光纤激光焊接焊缝形貌
实际生产中,电磁阀体部件焊接接头存在一定间隙,或者装配精度不高。为确保批量生产的产品合格率,焊缝截面需达到一定的宽度,同时焊缝熔深需满足工艺要求。
实验条件
采用创鑫激光的MFSC-800W连续激光器进行焊接实验。
MFSC-800W连续激光器如图4所示。

图4 MFSC-800单模连续光纤激光器
创鑫激光MFSC-800单模连续光纤激光器,其电光转换效率高、光束质量好、结构紧凑、免维护,激光输出功率为800W,可用于不锈钢、碳钢、铝、铜等金属材料的切割、焊接、钻孔,在钣金切割、五金加工、家电制造、汽车制造等领域应用广泛。
实验方案
在激光焊接头上加装双焦点镜片。激光束经过双焦点镜片后,由于衍射作用被分为两束光,最终聚焦为两个焦点。焦点之间呈一定尺寸。测试光束的M2,如图所示为离焦量-2mm至+3mm处的光束分布。可知双焦点分布范围较宽,对于实际焊接生产有较好的适应性。

图5 双焦点镜片,焦点附近区域光束分布
实验结果
下图所示为采用双光束焦点镜片的焊缝截面形貌(不同工艺参数下)。相比一般的光纤激光焊接,此时的焊缝在具有较大熔深的同时,截面较宽,即使焊接接头存在一定间隙或者装配时对中较差、存在错位,也能保证优良的焊接效果。

使用长脉冲光纤激光器进行点焊
多年前,采用闪光灯泵浦全固态激光器就已实现了低热量输入点焊,而这种点焊技术现在可以采用零维护成本的光纤激光器得以实现。这些新型光纤激光器与YAG激光器具有相同的脉冲宽度、脉冲能量和相似的峰值功率。
脉冲光纤激光器
光纤激光器市场份额的快速增长,表明它们带来的好处已被意识到。但直到最近,也只有连续波(CW)或CW调谐激光器可进行焊接。尽管脉冲激光焊接可以通过调制连续光纤激光束来得以实现,然而其平均功率取代峰值功率,需要一个更昂贵的较高的平均功率激光器来取得必要的多焦耳脉冲。现在IPG开发了一种新型的光纤激光器,参考了使用最广泛的闪光灯泵浦激光器的脉冲参数,包括脉冲宽度、脉冲能量、峰值功率和脉冲重复率。
在平均功率150瓦,峰值功率1500瓦的水平,这些风冷110V的激光器采用19英寸机架安装成4U厚的设备,光电转换效率是传统YAG激光器的10倍,而且整个激光器只占一个YAG激光源机箱的一小部分空间。闪光灯、水冷式谐振器和自由空间光学,从二极管泵浦到光束输出,都被一个完全密封的连续光纤系统替代。泵浦源有着寿命长、零维护成本的特点,是单个直接二极管发射器设备。泵浦源和谐振器所在的良性的热环境直接影响到特定脉冲之间的稳定性,而这些将又在产生焊接的一致性和质量上直接反映出来。YLR-150/1500-QCW-AC激光器, 在平均功率150瓦脉冲模式和平均功率250W连续波(CW)模式下,产生的脉冲可达15J,然而大多数微焊接应用所要求的则是<5 J。
特色应用:脉冲激光焊接

单束点焊,304不锈钢,多模光纤
这些光纤激光器,被称为准连续波(QCW)激光器,多年前就能够产生与Nd:YAG脉冲灯泵浦激光器完全相同类型的焊接。在较高的脉冲能量时,这可能是“钉头”焊接面,如横向焊接截面,如图1所示。但为了产生一个连续的焊缝,这些焊点通过确定的数量和焊接速度简单地重叠起来。如果要求达到密封焊接,那么一个焊点的重叠部分要求~65%。图2显示的是在钛设备上通过重叠焊点取得的对接焊缝表面。如果要求实现较浅的半球状焊接,也就是有限的传导焊缝,需减少脉冲能量或功率密度。
点焊
这种新型的光纤激光器有着许多额外的优点。由于光束是在单模光纤中产生,激光束的可聚焦性或亮度都接近于完美的高斯光束形状。这意味着当用相同的光学元件作为一个传统的灯泵浦激光器,可以在工件上面实现一个更小的点和更高的功率密度。结果产生了较小的焊缝。然而,对于一些焊接应用,可能需要更加平顶形的光束,以及提供一个解决方案-QUICKFIT光纤连接器和一系列可选的光纤直径。可提供从单模至200 μm多模的一系列光纤直径,以及一系列准直透镜焦距和附带连接器的光束耦合器,这些几乎可以取得无范围限制的焊点大小。

钛设备的对接焊表面

IPG 准连续光纤激光器150W型号产品的规格概览
从粗放金属学分析,有证据表明光纤激光器独一无二的脉冲间的稳定性是直接反映在孔隙的缺乏上,因此,焊接质量得以实现。
总结
IPG现在已能够提供一个完全新型的脉冲光纤激光器,准连续光纤激光器应用与激光焊接,比之前使用的传统闪光灯泵浦Nd:YAG激光器焊接有了极大的改善。
责任编辑:Davia
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
BAT剑指科大讯飞,能否让其重蹈Nuance覆辙?

三星在中国一面撤资,一面增资是为何?
半导体激光治疗仪是骗局吗?

2016全球十大电子元器件分销商排行榜
2016年10大全球电子元器件代理商排行一览表
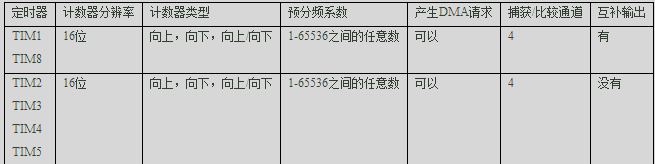
STM32学习笔记:通用定时器基本定时功能









 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)


