



 产品分类
产品分类
激光焊接技术在汽车制造领域的应用
 412
412
 拍明
拍明
特别是在大众汽车创造的42米无缝焊接技术,大大提高了车身整体性和稳定性之后,家电领头企业海尔集团隆重推出首款采用激光无缝焊接技术生产的洗衣 机,该家电为人民珍视了科技的进步,先进的激光技术可以为人民的生活带来巨大的改变。随着洗衣机全球品牌地位的不断巩固,其对行业的引领开始全面展现,然 而有激光焊接机技术的支持,也将对家电行业有一个更深的改革。据海尔研发人员介绍,市场上的全自动洗衣机内桶的制造技术大多采用“扣搭”技术,内桶的衔 接处会存在缝隙或不平整,导致桶体强度不高、对衣物产生不必要磨损。为了进一步提高内桶的可靠性和精细化,海尔洗衣机以汽车、造船行业为参照母本,将激光 无缝焊接技术应用在匀动力洗衣机新品上,避免了内桶缝隙和不平整的产生,在全面提高了产品的可靠性的同时更加呵护衣物。由于内桶的强度的提高,匀动力洗衣 机脱水过程中最高转速比普通全自动洗衣机也提高了25%,脱水效率大幅提升,并且耗电少、用时省。
此外,还了解到,中德造船业合作研发的“高功率激光焊接机技术”,保证了轮船的安全性,进一步加强了船身结构;在航空领域,激光无缝焊接技术也已广泛 应用于飞机发动机的制造上,同时,铝合金机身的激光无缝焊接技术可以取代铆钉,从而减轻了20%的机身重量;我国的高铁轨道也引进了激光无缝焊接技术,在 提高安全性能同时,也大大降低了噪音,为旅客带来安静舒心的乘车环境。
随着科技的全面发展,激光焊接机技术的不断巩固与应用,也带领全球的家电产业步入了一个新时代,新的工艺不仅是产品的升级,也是更多科技的展示和应用。

1、制造业应用 激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年全球范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。国内生产的引进车型Passat,Buick,Audi等也采用了一些剪裁坯板结构。日本以CO2激光焊代替了闪光对焊进行制钢业轧钢卷材的连接,在超薄板焊接的研究,如板厚100微米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示了激光焊的广阔前途。日本还在世界上首次成功开发了将YAG激光焊用于核反应堆中蒸气发生器细管的维修等,在国内苏宝蓉等还进行了齿轮的激光焊接技术。
2、粉末冶金领域 随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益突出,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其独特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
3、汽车工业 20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业突出的成就之一。德国奥迪、奔驰、大众、瑞典的沃尔沃等欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国通用、福特和克莱斯勒公司竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利菲亚特在大多数钢板组件的焊接装配中采用了激光焊接,日本的日产、本田和丰田汽车公司在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在奔驰公司的工厂投入生产。
4、电子工业 激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
5、生物医学 生物组织的激光焊接始于20世纪70年代,Klink等及jain[13]用激光焊接输卵管和血管的成功焊接及显示出来的优越性,使更多研究者尝试焊接各种生物组织,并推广到其他组织的焊接。有关激光焊接神经方面国内外的研究主要集中在激光波长、剂量及其对功能恢复以及激光焊料的选择等方面的研究,刘铜军进行了激光焊接小血管及皮肤等基础研究的基础上又对大白鼠胆总管进行了焊接研究。激光焊接方法与传统的缝合方法比较,激光焊接具有吻合速度快,愈合过程中没有异物反应,保持焊接部位的机械性质,被修复组织按其原生物力学性状生长等优点将在以后的生物医学中得到更广泛的应用。
6、其他领域 在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国玻璃机械制造商GlamacoCoswig公司与IFW接合技术与材料实验研究院合作开发出了一种用于平板玻璃的激光焊接新技术。
从20世纪80年代开始,激光焊接技术开始运用于汽车车身制造领域。目前,在一些欧美系汽车制造厂中,采用激光焊接车顶、侧围和后盖,已经成为一种标准化的加工工艺。市场上热销的大众、通用等合资轿车,大都应用了激光焊接工艺。东风风行,这家锐意品质升级、创新进取的自主品牌乘用车,在其竣工投产的40万辆年产能新基地上,便引入了激光焊接这一国际主流制造工艺,并已应用到旗下MPV、SUV、轿车全系产品的生产上。
常见汽车工业焊接工艺主要是电阻焊和激光焊接。前者将被焊工件在正负两极之间压紧,通电后电流经过工件接触面和临近区域,通过电阻热效应,将该区域加热融化或至塑性状态,从而使得金属结合。而激光焊接则用聚焦的激光束轰击焊件接缝,将光能转化为热能,实现融化-焊接的目的。相比电阻焊,激光焊接引起的车身变形小,可焊接复杂的几何形状,镀锌层烧损少,焊缝不易腐蚀,焊接状态稳定,焊缝缺陷率极低,焊缝成形美观,焊后仅需简单处理甚至无需处理。

东风风行新基地完全按照现代化标杆工厂的要求进行建设,除了先进的激光焊接工艺,冲压、涂装、总装三大工艺在国内同行中也均达领先水平。例如,冲压工艺采用七轴机器人自动化冲压生产线。相对于常见的6轴机器人,7轴机器人在下端多增加了一个移动轴,可以“行走”,同步跟随车身运动,从而提高生产柔性。3C1B涂装工艺是指在电泳涂层后以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺,为福特等合资车企所广泛采用。新基地涂装车间还采用水性涂料加工工艺,这是欧洲70%、美国60%以上的汽车涂装生产线均采用的工艺,更高效更环保。
欧洲车的设计理念是通过工艺来保障设计,一旦设计无法实现目标值,就通过投放新设备新工艺来满足。激光焊接技术的广泛应用,便是这一设计理念下的典型例子。采用激光焊接技术后,在造型设计方面就可以拥有更多创意空间。
据悉,通过对标合资车企的核心车型,东风风行将进一步强化产品的感官质量、舒适性、安全性等关键性能;通过提升平台建设水平、核心总成研究能力、试制试验水平、零部件模块化水平以及人才队伍建设水平等,缩小与合资车企在研发能力上的差距。另据透露,依托先进的生产制造工艺,东风风行SUV品系精品力作全新景逸X5在品质上实现新飞跃,并将于11月广州车展正式上市。随后,东风风行全车系将陆续完成升级换代,全面跨入品质2.0时代。新基地的竣工投产,正为东风风行的更大跨越注入强劲动力。
激光焊接是工业生产中一种较为先进的焊接技术,从20世纪80年代开始,伴随着千瓦级激光技术的成熟,激光焊接开始逐步推广,现在激光焊接技术广泛被应运在高精制造领域。
在行业里,激光焊接已经成为汽车产品可靠安全性的又一代名词。作为汽车品牌的后起之秀,众泰汽车也在逐步推广应用激光焊接技术,目前众泰汽车已经在SR、大迈X7等系列车型的顶盖、背门等车身重要区域运用了激光焊接技术。
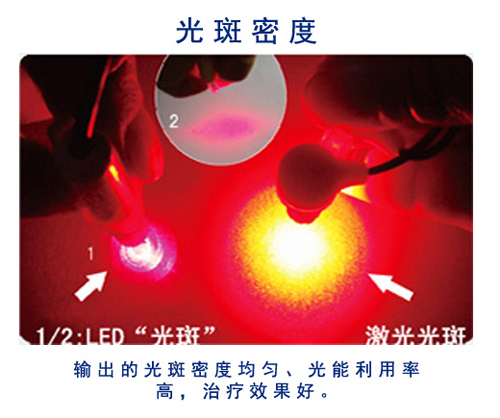
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,相比于传统的点焊有着诸多优势,能大幅度提升汽车各方面的性能:
焊接质量更好,激光焊采用热熔焊丝填充缝隙的技术,焊接后车身钣金材料整体贴合,焊接表面光顺一体,整体焊接质量极其优秀。普通的点焊虽然焊接成本低,但焊接后存在有焊瘤、焊穿、包面气孔气泡的潜在焊接缺陷。
焊接速度快,激光焊的焊接速度为5~6米/分钟;点焊的速度为平均1个/3秒。以汽车的顶盖为例,顶盖需点焊的焊点约100个。如用点焊单人焊接将耗时5分钟。换成激光焊接,单个激光焊头焊接4米长的区域,耗时仅0.8分钟。
焊接后密封效果好,激光焊的焊接方式为线焊接,所焊接的车身钣金区域,整体焊接,达到完全密封,完美的解决了车身不能漏水、漏气的密封要求。点焊为非连续焊接,焊点之间不可避免的存在距离,焊点之间的搭接区域就可能存在间隙,为了满足车身不能漏水、漏气的密封要求必须辅助以密封胶来实现。
激光焊接部位强度更高,通过拉力试验测试可以发现,1个焊点拉裂需要施加的力约为3500牛,激光焊接形成同等长度的焊缝强度是点焊强度的1.5倍。
激光焊接需要设计的焊接边短,可以有效减轻车身重量:激光焊设计的搭接边为零贴合,设计时只需考虑钣金本身的冲压成型工艺性适合即可;点焊的搭接料边设计时需兼顾焊点的空间。根据不同的板厚宽度一般在16毫米左右,料边的加长就意味着车身的重量更重。
焊接外观更加美观:激光焊接形成的最终外观,线条光滑整齐,整体有质感。点焊形成的外观凸凹不平,有焊坑、棱角、毛刺等固有缺陷,通常需要增加装饰条进行遮挡。
作为一项高技术含量的焊接技术,激光焊一般会优先选择运用在对车身外观区域,因为车身外观区域对焊接质量要求高的区域。这些区域的焊接如果选用点焊,焊接空间有限,工艺布置将十分复杂,会造成焊接质量差,无法达到设计预期的外观质量效果。
例如,车身顶盖区域和背门区域,焊接区域十分狭长,同时有对车身密封性的设计要求;侧围区域是因为焊接区不但狭长而且形状异常复杂;门洞区域是因为焊接区域狭长且平整,焊接空间空旷,适合用激光焊替代点焊来提升车门密封胶条的密封效果。
通过激光焊接的大范围运用不仅可以提示汽车美观度、提高生产效率,同时也可以有效提升整车刚度,进而提高汽车的安全性。
众泰目前使用的是激光源来熔化焊丝填充焊缝技术,要求衔接部位之间零间隙贴合,形成一条缝隙来进行激光焊接。以车身顶盖设计为例,激光焊重点考虑顶盖加强板与顶盖的特殊连接方式,同时要考虑对顶盖冲压成型工艺质量的要求,此外还要考虑顶盖与车身的搭接方式设计,车身焊接完成后整体的尺寸偏差对设计结构的影响。通过大量的实验验证和现场分析,我们认为顶盖搭接边整体弧度翻边角度和均匀度要控制在0.3mm才能满足激光焊的焊接质量要求。
顶盖的安装焊接是车身的最后工序,也直接决定了汽车美观度和车身强度,由顶盖总成和车身总成焊接而成最终的白车身总成。除了不同部件自身的性能,顶盖总成和车身总成断开面的设计结构也决定了整车的结构性能。
众泰SR系列车型的顶盖总成与车身总成采用翻边式的焊接结构,通过激光焊融化焊丝填充缝隙,用机器人打磨外观使其美观。这样的好处是焊接后焊缝美观无需顶饰条装饰,节省了顶饰条的开发和使用。
随着技术的进步,激光焊接已经不再是某些合资品牌“神车”的专属。基于产品质量提升的考虑,众泰汽车将逐步推广激光焊接技术。目前正在对侧围外板与侧围流水槽激光钎焊技术、四门内板激光飞行焊技术以及激光拼焊技术的研究开发,不久的将来会投入到新产品生产中去。
责任编辑:Davia
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
BAT剑指科大讯飞,能否让其重蹈Nuance覆辙?

三星在中国一面撤资,一面增资是为何?
半导体激光治疗仪是骗局吗?

2016全球十大电子元器件分销商排行榜
2016年10大全球电子元器件代理商排行一览表
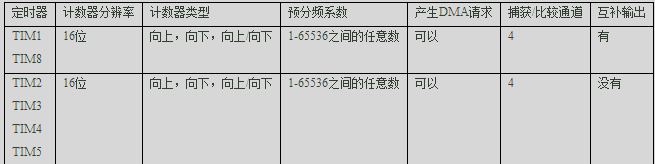
STM32学习笔记:通用定时器基本定时功能









 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)


