产品分类
产品分类
基于10-FY07ZAB075SM-L515B08型号便携式逆变电焊机应用方案
 329
329
 拍明
拍明
方案概述
逆变电焊机是由逆变电源与外接设备组成,其中逆变电源是逆变焊机的核心,其工作过程为:工频交流-直流-高频交流-变压-直流,是将三相或单相50Hz工频交流电整流、滤波后得到一个较平滑的直流电,由IGBT或MOSFET组成的逆变电路将该直流电逆变为15~100kHz的交流电,经中频主变压器降压后,再次整流滤波获得平稳的直流输出焊接电流。本方案使用高集成IGBT模块与SiC MOSFET,实现高效率、高防护等级与低损耗的逆变电焊机。
器件优势
• 高集成度IGBT模块(10-FY07ZAB075SM-L515B08)集成单相整流桥、交错PFC和H桥逆变电路,集成度高、可靠性好,可达到更高的防护等级;
• 开关频率高达400kHz,关断延迟时间仅为28ns的SiC MOSFET(C3M0065090D)用在焊机PFC电路和逆变电路,减小无源器件(电感、电容)的体积,有效降低开关损耗、提高整机效率。
产品类别:IGBT 模块
品牌: VINCOTECH
推荐产品:10-FY07ZAB075SM-L515B08
● High integration level of Rectifier, PFC and Inverter
● High efficiency input rectifier
● Wide input voltage range rated PFC
● Dual PFC with high efficiency, fast IGBT H5 + ultra-fast Si diode
● High efficiency H-Bridge inverter with fast IGBT H5
● Temperature sensor
优势特征:
1、650V/75A 三合一功率模块,集成度高、可靠性好
2、集成单相整流桥、交错 PFC 和 H桥逆变电路,集成度高,可靠性好,达到更高的防护等级

相关元件供应
型号:2SK2225-80-E#T2 品牌:RENESAS
型号:RJH60F5DPQ-A0#T0F 品牌:RENESAS
型号:RJH60F5DPQ-A0#T0 品牌:RENESAS
型号:C4D05120A 品牌:CREE
型号:SI86XXISO-KIT 品牌:SILICON LABS
型号:10-FY07ZAB075SM-L515B08 品牌:VINCOTECH
逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。这种电源一般是将三相工频(50Hz)交流网路电压,先经输入整流器整流和滤波,变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT)的交替开关作用,逆变成几kHz~几十kHz的中频交流电压,同时经变压器降至适合于焊接的几十V电压,后再次整流并经电抗滤波输出相当平稳的直流焊接电流。
逆变器
将直流电转换成交流电的装置称逆变器。
其变换顺序可简单地表示为:工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。如果用符号表示,即为:
AC→DC→AC→DC
一般都采用上述这种体制。这是因为如果直接用逆变降压后的交流电进行焊接,由于其频率高,则感抗大,在焊接回路中有功功率就会大大降低。因此,还需再次进行整流。
电源特点
弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。这是因为变压器,无论是原绕组还是副绕组,其电势E与电流的频率f、磁通密度B、铁芯截面积S及绕组的匝数W有如下关系:
E=4.44fBSW
而绕组的端电压U近似地等于E,即:
U≈E=4.44fBSW
当U、B确定后,若提高f,则S减小,W减少,因此,变压器的重量和体积就可以大大减小。这样,就能使整机的重量和体积显著减小。不仅如此,还因为频率的提高及其他因素而带来了许多优点,与传统弧焊电源比较,其主要特点如下:
1.体积小、重量轻,节省材料,携带、移动方便。
2.高效节能,效率可达到80%~90%,比传统焊机节电1/3以上。
3.动特性好,引弧容易,电弧稳定,焊缝成形美观,飞溅小。
4.适合于与机器人结合,组成自动焊接生产系统。
5.可一机多用,完成多种焊接和切割过程。
由于逆变电源具有上述一系列的优点,因此,自20世纪70年代后期问世以来发展极快,在美、日等工业发达国家,应用范围已相当广了。
逆变电源现在所用的开关元件有SCR(晶闸管)、GTR(晶体管)、MOSFET(场效应管)及IGBT(兼有GTR和MOSFET优点的一种电子元件)。IGBT有取代其他几种开关元件之势,IGBT逆变焊机是当今世界焊机技术的重大进步,发展的新潮流。
焊接机头是将焊接能源设备输出的能量转换成焊接热,并不断送进焊接材料,同时机头自身向前移动,实现焊接。手工电弧焊用的电焊钳,随电焊条的熔化,须不断手动向下送进电焊条,并向前移动形成焊缝。自动焊机有自动送进焊丝机构,并有机头行走机构使机头向前移动。常用的有小车式和悬挂式机头两种。电阻点焊和凸焊的焊接机头是电极及其加压机构,用以对工件施加压力和通电。缝焊另有传动机构,以带动工件移动。对焊时需要有静、动夹具和夹具夹紧机构,以及移动夹具和顶锻机构。
发展方向
逆变电源总的发展趋向是向着大容量、轻量化、高效率、模块化、智能化发展并以提高可靠性、 性能及拓宽用途为核心,愈来愈广泛应用于各种弧焊方法、电阻焊、切割等工艺中。高效和高功 率密度(小型化)是国际弧焊逆变器追求的主要目标自之一。高频化和降低主要器件的功耗是实 现这一目标的主要技术途径。当前,在日、欧等国和地区,20KHz左右的弧焊逆变器技术已经成 熟,产品的质量较高且产品已系列化。
责任编辑:Davia
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于MC33771主控芯片的新能源锂电池管理系统解决方案
AMIC110 32位Sitara ARM MCU开发方案
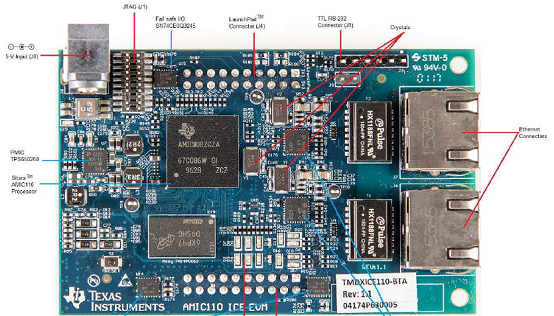
基于AMIC110多协议可编程工业通信处理器的32位Sitara ARM MCU开发方案
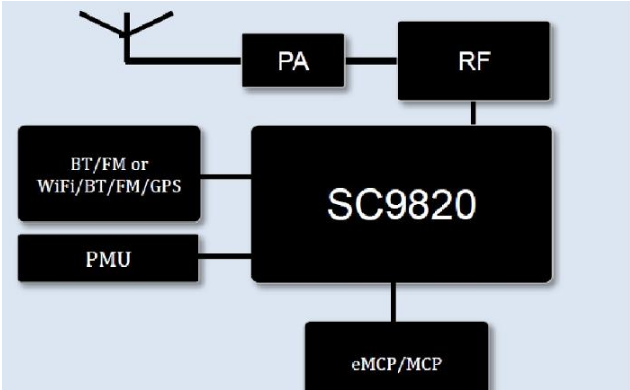
基于展讯SC9820超低成本LTE芯片平台的儿童智能手表解决方案

基于TI公司的AM437x双照相机参考设计

基于MTK6580芯片的W2智能手表解决方案







 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)