产品分类
产品分类
激光熔覆特点、工艺流程与应用
 489
489
 拍明
拍明
半导体激光器在当前国际熔覆、表面处理市场的占有率越来越高,现就各激光器的特点做个简单的分析。
1、 能量损耗
飞虹激光的半导体激光器光电转换效率已超过55%,而二氧化碳激光器在25%左右,YGA激光器只有5%。即输入100W的电能,半导体激光器能输出55W以上的有效光能。这就意味着,在相同激光功率前提下,半导体激光器的耗电量最少,更符合当前节能环保的理念,为用户节省大量电费。
2、金属吸收率
飞虹激光的半导体激光器输出的激光波长为0.8—1.06um,二氧化碳激光器的是10.6um。被加工金属对激光能量的吸收率与激光波长有着直接关系,如:铁对半导体激光和二氧化碳激光的吸收率分别为50%和5%,钢是60%和12%。相同的光能照射在被加工金属上,半导体激光被金属吸收的有效功率要比其它激光大得多。另外,由于波长相差一个数量级,二氧化碳激光的热影响区明显比半导体激光大,相应功率密度也比半导体激光低。
3、生产维护成本低
用半导体激光器的综合生产成本只有二氧化碳激光器的1/5到1/7,并且半导体激光器几乎是免维护的,不用经常更换昂贵的易损配件,也没有各种高纯气体的消耗。
4、体积小、重量轻

飞虹激光的半导体激光器体积小(是二氧化碳激光器的1/30)、重量轻(是二氧化碳激光器的1/40),可以直接安装在运动机构上,直接输出激光,省去光纤耦合设备,免去了二氧化碳激光昂贵、笨重的各种工装。
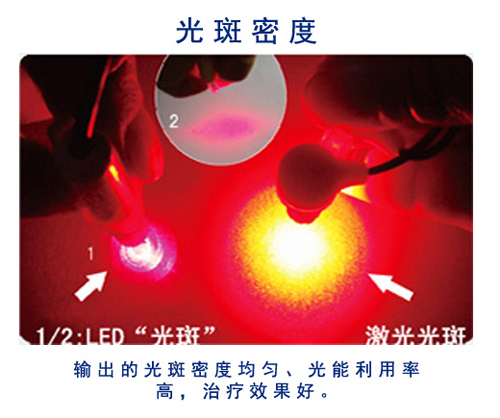
5、光斑形状
飞虹激光的SISTA系列激光器,输出20*1.5mm条形光斑,能量分布于平顶分布。避免熔覆过程中因光斑搭接产生的夹渣、气眼等现象。矩形光斑输出,能大大提高加工效率,节省加工时间,是激光熔覆、表面相变硬化和合金化的最佳选择。
飞虹激光不仅研发大功率半导体激光器(1—5kw)激光熔覆系统,还注重对激光熔覆工艺的探索,包括各种金属材质的熔覆参数和工艺;各种形状金属缺陷的熔覆工艺;对耐高温、高硬度、高耐磨、高防腐等粉末的摸索;相配套的同步送粉装置的开发等。
激光熔覆合金化目前已成为一种成熟的金属表面改性技术,显示出独特的优越性,逐渐得到广泛应用。但是在激光熔覆过程中,工艺参数的优选往往是能否发挥激光熔覆技术潜力的关键因素。已有的研究结果表明,决定激光熔覆层宏观和微观质量的因素很多,大致可分为激光系统、基质材料、处理条件和涂敷材料四大类。本文着重研究预涂敷和激光熔覆工艺对汽车排气门熔覆层宏观质量的影响规律。
试验方法:材料及预置粉末方法汽车排气门材料为21-4N耐热钢,正火态。涂敷合金为Ni21自熔合金。其化学成分质量分数为:(0.65~0.75)C,(3.4~4.0)Si,(2.0~3.0)B,(25~26.5)Cr,≤5Fe,余量Ni。根据排气门的设计要求,在密封锥面上开了一个宽4mm,深0.8mm的环形槽。将排气门除油清洗后把配好的合金粉涂在槽内,有专用模具1手压成形,然后放在200℃的烘箱内烘干固化。
激光熔覆将烘干的排气门装在专用装置上,该装置能使光束垂直照射在合金涂层上,且可均匀移动(气门匀速转动)。采用HGL-84横流CO2激光器,额定输出功率为5kW,光束为圆形光斑(5mm),并设有与光束同轴的保护气路。观察方法表面质量用眼睛和低倍放大镜观察,熔覆后的气门用细砂轮逐层打磨后观察内部气孔。
激光熔覆亦称激光包覆或激光熔敷,是一种新的表面改性技术。它通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基材表面形成与其为冶金结合的添料熔覆层。
由于激光束的高能密度所产生的近似尽热的快速加热过程,激光熔覆对基材的热影响较小,引起的变形也小。控制激光的输进能量,还可将基材的稀释作用限制在极低的程度(一般为2%~8%),从而又保持了原熔覆材料的优异性能。
激光熔覆可将高熔点的材料熔覆在低熔点的基材表面,且材料的成分亦不受通常的冶金热力学条件限制,因此所采用的熔覆材料的范围是相当广泛的,包括镍基、钴基、铁基合金、碳化物复合合金材料以及陶瓷材料等,其中合金材料和碳化物复合材料的激光熔覆较为成熟,并已获得实际应用。
1、常用激光熔覆材料。
目前,激光熔覆常用的材料主要是热喷焊或热喷涂类材料,其类型包括自熔性合金材料、碳化物弥散或复合材料、陶瓷材料等。
这类材料具有优异的耐磨、耐蚀等性能,通常以粉末的形式使用,并采用火焰喷焊等方法熔覆,可获得表面光滑且与基材结合较好的覆层,已被广泛用于机械、冶金、水电、航空、造纸和玻璃等产业。将其用作激光熔覆材料亦可获得较满足的效果,尤其是自熔合金粉末、自熔性碳化物弥散或复合粉末等。
(1)自熔性合金粉末。
自熔性合金粉末可分为镍基自熔合金、钴基自熔合金、铁基自熔合金,其主要特点是含有硼和硅,因而具有自我脱氧和造渣的性能,即所谓自熔性。
这类合金在重熔时,合金中的硼和硅被氧化,在覆层表面形成薄膜。这种薄膜既能防止合金中的元素被氧化,又能与这些元素的氧化物形成硼硅酸盐熔渣,从而获得氧化物含量低、气孔率少的喷焊层。硼与硅还降低合金的熔点,增加合金的浸润作用,对合金的活动性及表面张力产生有利影响。自熔合金的硬度与合金的含硼量与含碳量有关,随硼、碳含量的增加而进步,这是由于硼和碳与合金中的镍、铬等元素形成硬度极高的硼化物和碳化物的数目增加所致。
由于基材含有较高的铬等元素,所以合金还具有优异的耐蚀和抗氧化性。
为进步自熔合金的硬度及耐磨性,也可在其中加进较多的WC,形成自熔合金与WC的混合物。
(2)碳化物复合粉末。
碳化物复合粉末系由碳化物硬质相与金属或合金作为粘结相所组成的粉末体系。这类粉末中的粘结相能在一定程度上使碳化物免受氧化和分解,特别是经预合金化的碳化物复合粉末,能获得具有硬质合金性能的涂层。
(3)自粘结复合粉末。
自粘结复合粉末是指在热喷涂过程中,由于粉末产生的放热反应能使涂层与基材表面形成良好结合的一类热喷涂材料,其最大的特点是具有工作粉和打底粉的双重功能。
(4)氧化物陶瓷粉末。
氧化物陶瓷粉末具有优良的抗高温氧化能力,还有隔热、耐磨、耐蚀等性能,是一类重要的热喷涂材料,也是目前极受重视的激光熔覆材料。此类陶瓷粉末主要分为氧化铝、氧化锆两个系列,其中氧化锆系陶瓷粉末比氧化铝系陶瓷粉末具有更低的热导率和更好的抗热震性能,因而主要被用作热障层材料。
2、激光熔覆的工艺流程。
激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉、丝、板的形式加进,其中以粉末的形式最为常用。
同步式激光熔覆则是将熔覆材料直接送进激光束中,使供料和熔覆同时完成。熔覆材料主要也是以粉末的形式送进,有的也采用线材或板材进行同步送料。
预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔化---后热处理。
同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---送料激光熔化---后热处理。
按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理方法、熔覆材料的供料方法、预热和后热处理。
责任编辑:Davia
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
BAT剑指科大讯飞,能否让其重蹈Nuance覆辙?

三星在中国一面撤资,一面增资是为何?
半导体激光治疗仪是骗局吗?

2016全球十大电子元器件分销商排行榜
2016年10大全球电子元器件代理商排行一览表
STM32学习笔记:通用定时器基本定时功能







 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)